Case Study: Transforming the treatment of chronic autoimmune disorders
February 13, 2024
Setpoint Medical, an innovative company specializing in bioelectronic therapy, is revolutionizing autoimmune disease treatment with cutting-edge implants. To navigate stringent regulatory requirements, complex manufacturing processes, and the need for precise quality control, the company has relied on Kingstec’s 40 years of engineering and manufacturing experience and expertise.
Read Post
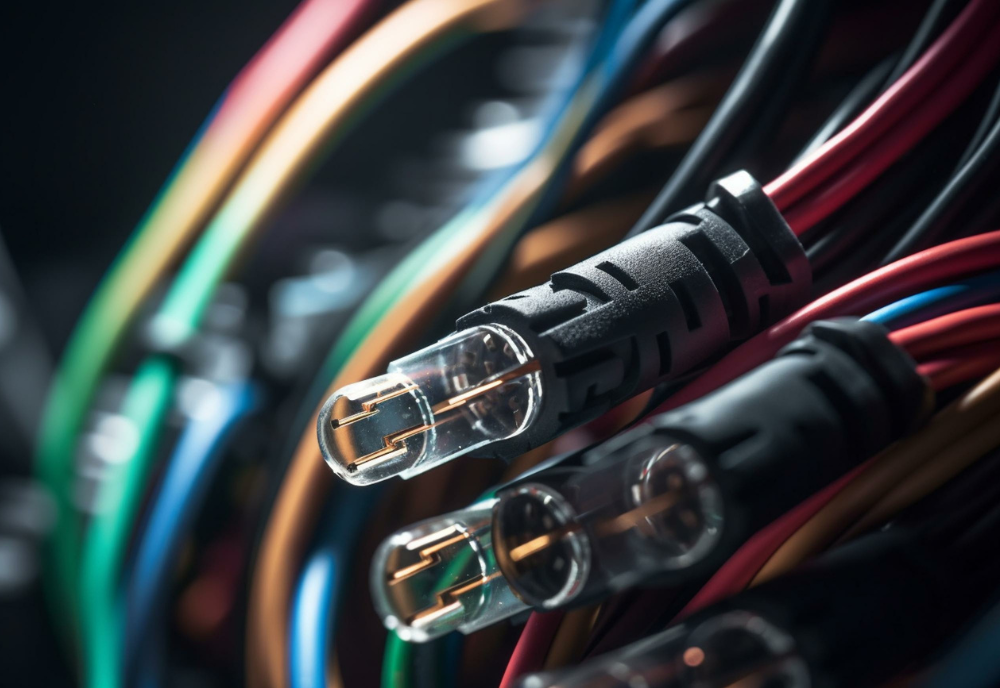
Understanding USB Cables: Types, Uses, and Applications
July 24, 2023
Learn about USB cables and their uses, applications, and types, including USB Type-A, USB Type-B, USB Type-C, Micro-USB, and Mini-USB. Contact Kingstec for high-quality USB cable solutions.
Read Post
China’s Economic Outlook for 2023
April 1, 2023
In this blog post, we'll review the Chinese economy’s key drivers and potential challenges. We’ll also consider some economic forecasts, and their implications for businesses and investors looking to find partners in China.
Read Post
How Logistics Enables Supply Chain Management
March 1, 2023
In this blog, we’ll explore the principles of logistics, their importance in supply chain management, best practices for logistics management, and the challenges logistics managers face in today’s manufacturing landscape.
Read Post
8 Benefits of Offshoring that go Beyond Cost Savings
June 1, 2022
Offshoring has been a growing part of the global manufacturing landscape for years, but for many organizations, it hasn’t made sense to offshore — until now. We are seeing a growing demand for offshoring due to factors such as supply chain issues and labour shortages locally, amongst other factors. If you thought that offshoring’s only […]
Read Post
How 3D Tools Can Benefit Your Operations
May 11, 2022
There are a number of tools on the market that can improve or simplify your business operations. 3D tools aren’t completely new, but they are growing as an important tool for developing prototypes for those in the manufacturing industry in a wide variety of industries. There are some things that injection molding, machining and metal […]
Read Post
The Quick Guide to Completing an RFQ
April 14, 2022
A request for quote (RFQ) is a document used by companies that want to gather pricing information from potential vendors. An RFQ is an excellent tool for efficient and cost-effective sourcing — when used properly. They offer quick results but admittedly, RFQ documents and procurement terminology can be confusing. Consequently, this post will offer some […]
Read Post
The Results are in For Our "Choose Your Favourite Plastic" Poll
April 8, 2022
Kingstec’s Exciting New Plastic Popularity Contest During our 40 years of providing our clients with plastic injection molded parts, we have utilized a wide range of materials to help get products quickly and reliably into the marketplace. Our resident experts are always interested in your material preferences. And this recent poll on ABS vs. PVC […]
Read PostKINGSTEC'S GOT PLASTIC! Choose Your Favourite Plastic
March 8, 2022
Kingstec’s Exciting New Plastic Popularity Contest Engineers and procurement specialists enjoy America’s Got Talent, American Idol, or Dancing with the Stars as much as anyone. Competitions like those inspired us here at Kingstec to celebrate how popular plastics have become as raw materials. Through our network of trusted partners, we’ve been providing our clients with […]
Read Post
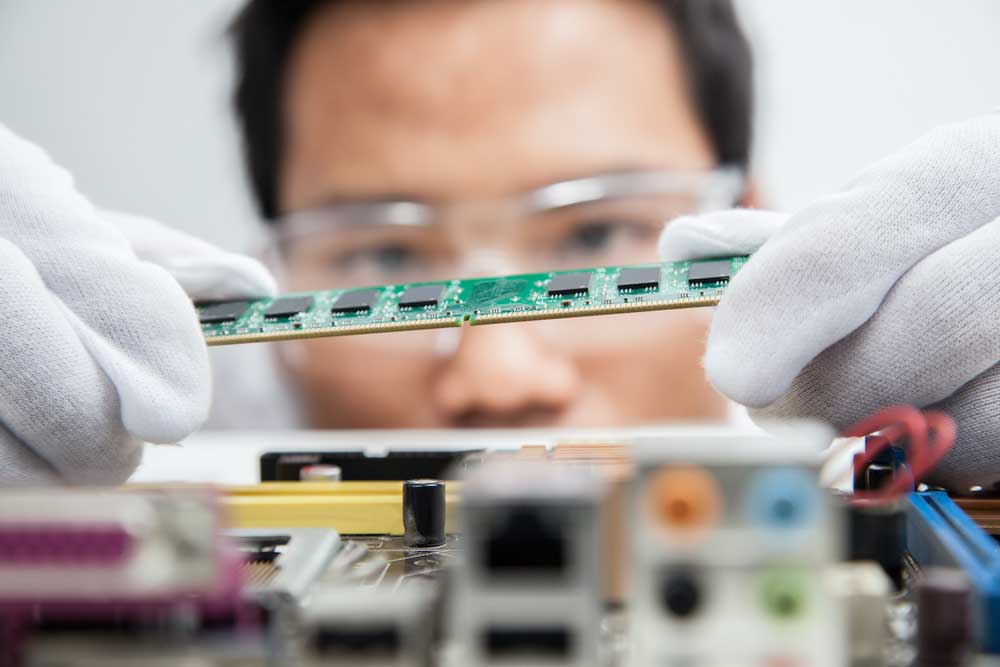
Wire Harnesses and Cable Assemblies Make Medical Devices Last
February 21, 2022
Wire harnesses and cable assemblies ensure the durability of medical devices and other electronic equipment. Find out how Kingstec Technologies Inc. can support your manufacturing processes and extend your product’s useful life. Every time we visit a health care professional or a clinic, we see more and more smartphones and tablets in use. This can […]
Read Post
Putting into Practice the Three Keys in Manufacturing Partnerships (Part 2)
January 24, 2022
Our previous post discussed three vital principles to keep in mind when selecting a manufacturing partner in China. These were inventory, automation, and seasonality. We explained that, although it's not easy to identify and connect with a partner that meets these criteria, we at Kingstec have been supporting brands who need offshore manufacturing capacity for […]
Read Post
Electronic Supply Chain Outlook
December 10, 2021
Two global trends dominate the global electronics industry today. According to IHS Markit, on the one hand, the sector is rebounding sharply. Analysts see strong demand in all key markets. Remote work and learning have stimulated adoption of innovative digital devices. Consumer products are in strong demand as so many households find themselves staying home […]
Read Post
Component Shortage – Causes and Next Steps
December 2, 2021
If there’s one word that describes life in the 2020s, it’s “digital.” We’re surrounded by gadgets from our watches to our phones to our tablets to our laptops. Futurists are calling it the fourth industrial revolution and it’s ushering in lifestyles based on the Internet of Things (IoT) and artificial intelligence. Components drive all this […]
Read Post
How Manufacturers Can Weather Shipping Disruptions
November 19, 2021
Most people in the business world are facing the same challenge. The pandemic has taken a serious toll on supply chain management. According to the White House, automotive inventories are at record lows, with only a one-month supply available to consumers. All economic sectors report supply-chain disruptions. Manufacturers are bearing the brunt of the supply […]
Read Post
Lunar New Year is Coming – How You Can Navigate the Upheaval
September 29, 2021
Plan for longer than ever lead times for component manufacturing due to worker vacations and attrition, and potential shipping and logistical delays – both before and after this annual holiday break. Manufacturers with partners in Asia will be familiar with the business impact of the Lunar New Year. Many industry experts consider it the most […]
Read Post
Kingstec, Ontario-based Manufacturing Partner, Launches New Website
September 15, 2021
Kingstec, the company offering complete solutions to project management, engineering, manufacturing, and logistical challenges, today announced the launch of its new website at www.kingstec.com. The new site features expanded and frequently updated content for companies in medical technology, performance automotive aftermarket, industrial controls, telecommunications, agricultural technology and more.
Read Post
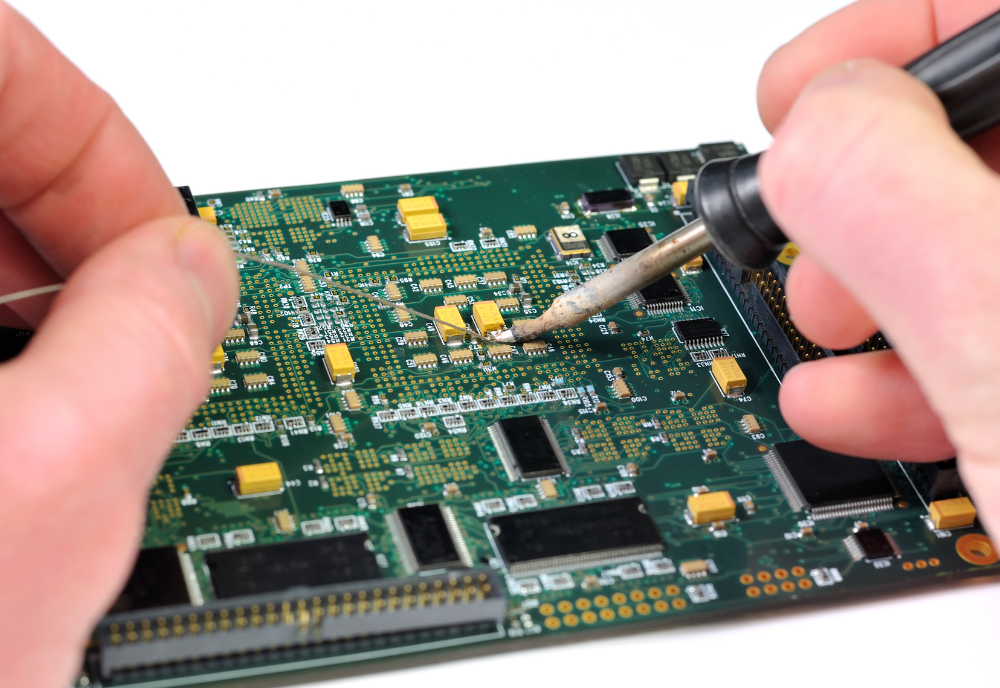
All PCBs and PCB Assemblies Are Not Created Equal
February 21, 2021
PCBs and PCB assemblies are everywhere in today’s electronics industry. Find out why partnering with Kingstec gives you the best of both worlds for your contract assembly and manufacturing needs. Virtually every electronic device on the market relies on printed circuit boards (PCBs) and PCB assemblies in our 21st-century electronics industry. They’re so ubiquitous that […]
Read Post
Kingstec to Exhibit at Virtual Engineering Week, November 30 – December 4, 2020
November 24, 2020
Kingstec, the leading engineering, manufacturing and logistics business partner serving companies of all sizes in Europe and North America, will participate in Virtual Engineering Week, an all-new digital event connecting global design, engineering and manufacturing communities. Showcasing hundreds of virtual exhibitor booths spanning medtech, automation, design, packaging, plastics, and quality, this event offers the opportunity […]
Read Post
Kingstec Manufacturing Brochure
November 2, 2020
For over three decades, Kingstec has connected Western companies with our high-quality, cost-efficient manufacturing partners in Asia. We take care of all the details — and add value at every step — to help you achieve your business goals. We offer complete solutions to an array of design, engineering, manufacturing, and logistical challenges. Download our […]
Read Post
Kingstec Company Overview Video
November 2, 2020
What makes Kingstec different? Kingstec Company Overview from Kingstec Technologies on Vimeo. With nearly 40 years in business and 5000 projects completed to date, Kingstec is a leading engineering, manufacturing, and logistics business partner serving companies of all sizes in North America and Europe. Working with startups and established brands alike, Kingstec employs a team […]
Read Post
Kingstec Technologies Inc. Will Exhibit at virtual.COMPAMED
November 2, 2020
Kingstec, the leading engineering, manufacturing and logistics business partner serving companies of all sizes in Europe and North America, will participate in virtual.COMPAMED, the world-leading information and communication platform for medical technology suppliers. Traditionally concurrent with the MEDICA trade show in Dusseldorf, Germany, the event this year will take place entirely online from 16 to […]
Read Post